ASTM A403 cijevne kalem, SS cijevne kalem, cijevi od nehrđajućeg čelika, WP razreda SS 304 cijevi, DIN2617 SS cijevni spool, DIN2616 SS cijevni kalem u Kini.
Izdržljivost čelika jedna je od najboljih prednosti cjevovoda. Jak je i može izdržati pritiske, temperature, teške udare i vibracije. Takođe ima jedinstvenu fleksibilnost koja pruža lako produženje.
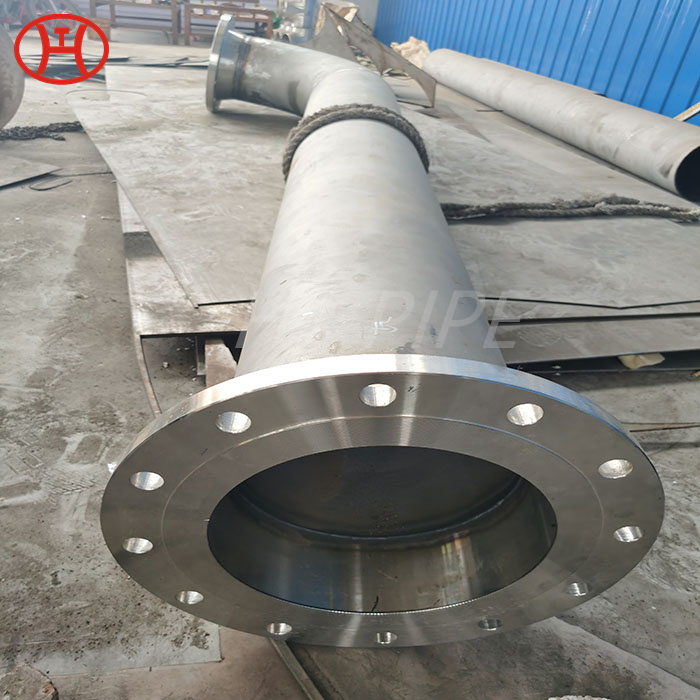
Pivni kalem su predgrađeni dijelovi cjevovodnog sistema. Cevi, prirubnice i pribor nazivaju se cijevnim kalem i proizvode se prije nego što se koriste u sustavu cijevi.
Proces proizvodnje cijevnih kalema ima nekoliko faza. Sve faze se provode za određene ciljeve, a niz između faza je voluminozan. Stoga se proizvodni koraci mogu podijeliti na obilježavanje, rezanje, uklapanje, zavarivanje i slikanje.
Cijevne kalem su unaprijed oblikovane kako bi se lakše sakupili pomoću dizala, mjerača i drugih alata za spajanje dijelova. Spane cijevi ujedinjuju duge cijevi sa prirubnicama od kraja dugih cijevi tako da se međusobno pričvršćuju sa odgovarajućim prirubnicama.
Ovi specijalistički proizvodi proizvode sustav pod određenim skupom kvalitete i tačnosti za dobivanje odgovarajućeg stanja na web mjestu i za održavanje potrebnih tehničkih svojstava koje je definirao klijent.
Za opskrbu vodenim i zapaljivim plinovima čelične cijevi su najkorisnije cijevi. Koriste se u mnogim domovima i poduzeća za prenošenje prirodnog plina ili propan goriva. Također su koristili za sustave požara za požar zbog velike otpornosti na toplinu.
Cijevne kaleme proizvode se upotrebom sirovih cijevi i cijevi. Proces rezanja sirovih cijevi vrši se sa pretpostavljenim veličinama koje su pogodne za cijevi i druge komponente.
Postupak uklapanja i zavarivanja moraju se nanositi nakon rubnog završetka dijelova. Stoga, za cijev od nehrđajućeg čelika i karbonskih čelika dijelovi se mogu smjestiti na čelične osnove ili drvene baze. Nadalje, svaka mogućnost kontakta između ugljičnog čelika i nehrđajućeg čelika mora se minimizirati.
Čelične cijevne kalem se također pozivaju kao montažne komponente cjevovoda, poput cijevi, prirubnica i cijevi, a oni su montirani tokom razvoja prije nego što ih pošalju na proizvodnju.
Sljedeći postupak nakon obilježavanja je korak rezanja. Način rezanja razlikuje se za razne materijale. Tako se za ugljične čelike koristi metodu rezanja plamena. Štaviše, komponente od nehrđajućeg čelika mogu se rezati pomoću plazma lučne mašine za rezanje. Ako se rezač plazme koristi neki određeni uvjeti moraju se održavati.
Pive za kalem su unaprijed izrađene za smanjenje troškova instalacije polja i pružiti kvalitetniji u proizvodima. Općenito su prirubnuti kako bi dobili vezu s drugim kalema. Izrada kalema obično izvode posebne kompanije koje imaju potrebnu infrastrukturu.
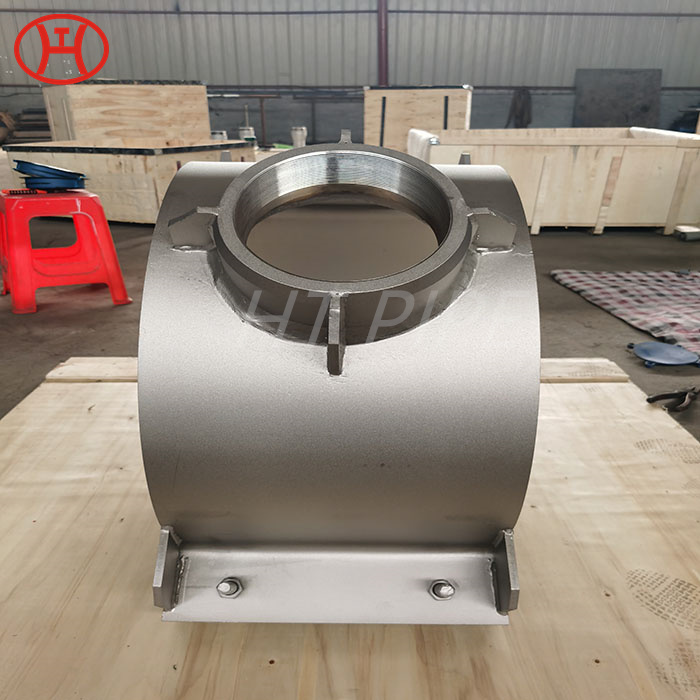
Dutko zavarene ploče mogu održavati ravno protok ili smanjenje protoka koji ovisi o naručenom cjevovodnom sustavu. Smanjenje grana (smanjenje tina) čine okominu vezu sa glavnom linijom. Radionice tina obično su manji od glavne linije protoka. Radionice ravnih tina proizvodi se na način koji ima slične radijuse sa glavnim protokom.
Te su veze ugrađene unutar betonskih zidova prije izlijevanja betona. Ovaj sistem mora biti pravilno usklađen prije izlijevanja betona jer treba izdržati težinu i silu strukture.
Prirubnice za spajanje kopča u krugu imaju gotovo isti oblik kao i prirubnice za zavarivanje utičnice, osim za zavarivanje. Dakle, njihova upotreba u aplikacijama koje mogu izazvati koroziju je povoljna. Još jedna vrsta prirubnice je prirubnice s navojem. Navojne prirubnice su vrlo korisne u specifičnim aplikacijama jer ne zahtijevaju zavarivanje za fiksaciju.
Slepe prirubnice su konačna podjela klasifikacije prirubnice. Koriste se kao krajnji bliže za ventile ili pumpe cijevi. Budući da se slijepe prirubnice koriste kao prepreke protiv protoka tekućine, oni su najveći nagledni dijelovi prirubničkih sustava.
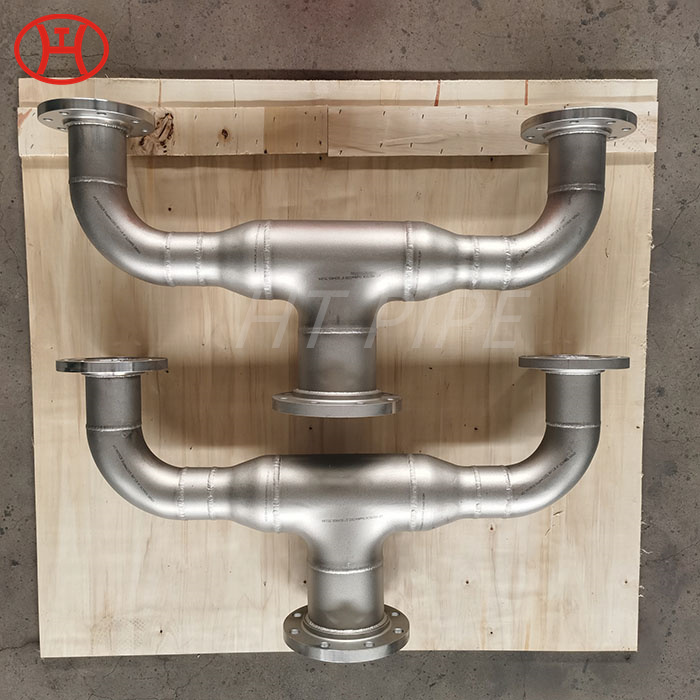
Laktovi se uglavnom koriste za promjenu smjera protoka. Uobičajeni laktovi za laktove mogu promijeniti ugao protoka u 180¡Ã, 90¡Ã ili 45¡Ã. Električni sistem 180¡ã također se naziva i ¡®return bend¡¯. Sistemi lakta mogu se svrstati u dvije grupe koje su laktovi za zavarivanje i smanjenje laktova. Laktori za zavarivanje su najčešće i željene komponente.
Stoga odabrani radijus lakta može biti vrlo važan. Druga vrsta laktova smanjuje laktove. U ovoj vrsti laktova dimenzija središnjeg radijusa jednaka je polovini nominalne veličine većeg kraja. Smanjivanje laktova, ponovo, održavajte promjenu protoka od 90 ° C u cjevovodnom sustavu. Štaviše, promjena od 180-itske promjene može se održavati i pomoću određene vrste smanjenog lakta koji se naziva ¡®return se savija.
Kao početak proizvodnje, sve komponente moraju biti označene kako bi se povećala nadgledavost materijala. Rad označavanja može se implementirati zbog odgovarajućeg broja komponenti. Štaviše, sve dimenzije cijevnih kalema moraju biti označene na sebe. Tragovi na komponentama ne smiju kontaminirati materijal u suprotnom tragove mogu reagirati s materijalom i to može prouzrokovati štetne probleme.
Dakle, sistem cjevovoda mora biti dizajniran i proizveden na način koji može podnijeti izazvane napomene tokom transporta tekućih ili gasovitih tvari. Neki objekti (elektrane, rafinerije nafte itd.) Zahtijevaju duge i komplicirane cjevovodne sisteme. Štaviše, ove vrste objekata postupaju sa problemima zbog ograničenog radnog prostora.
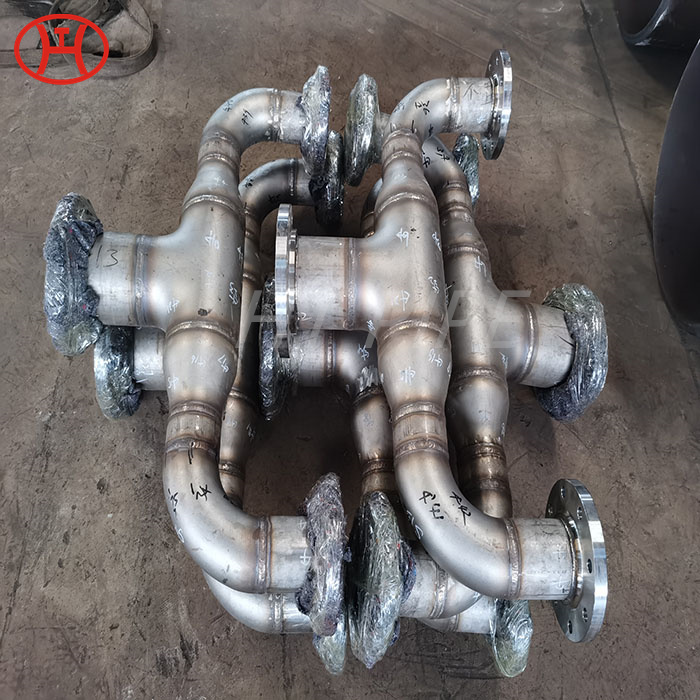
Sistem cjevovoda mora se proizvesti i montirati dalje od objekta. Ovi složeni objekti koriste cijevni kalem s različitim mjerenjima i raznim komponentama. Cijevne kalede su montažni segmenti koji uključuju cijevi, prirubnice i fitinzi. Priključci za cijevi su komponente koje povezuju složenu cijevnu mrežu. Štaviše, cijevi za cijevi mijenjaju cjevovodne sustave¡¯ ili veličine ili dimenzije. Postoje različite vrste komponenti ugradnje, ali mogu se ukratko podijeliti u tri grupe koje su laktovi i prirubnice.
Površinske ivice komponenti moraju biti čak i na površini nečistoće moraju biti uklonjene. Proces napada se provodi za rubove dijelova. Za proces zagrijavanja je zaposlen i mašina za brušenje. Vrsta brusilice za uvale razlikuje se za komponente od nehrđajućeg čelika i komponente ugljičnog čelika.
Težeći se koriste i za promjenu ugao protoka i distribucije tečenog materija bilo u jedan ili više kanala. Ters se mogu podijeliti u dvije glavne grupe koje su guzice zavarene teberse i socket zavarene teberse. Zavarene teberse se koriste za izvedbu okominu distribuciju protoka. Oni čine 90 ° C granama sa spojem cjevovoda i distribuiraju narednu materiju iz glavne linije.
Broj zavarivanja na kalemu mora se čuvati u minimalnom broju. Dimenzija razmaka između obojica oboljelih zavara i središnjih linija ne smije biti veća od četiri puta veća od debljine zida cijevi ili ugradnje. Nakon glavnih zavara, zavarivanja tablica moraju biti učinjene precizno. Svi zavarivanja u kalema moraju se provoditi prema pravilnom specifikaciji postupka zavarivanja (WPS). Nakon završetka postupka zavarivanja, kontrola kvaliteta komponenti izvode stručnjaci.
Međutim, njihova snaga umora je veća od prirubnica za klizanje. Glavni problem prirubnica za zavarivanje utičnice je rizik od korozije. Jaz između prirubnice i ugradnje ili cijevi mora se održavati prije zavarivanja. Korozivne tekućine ili vlaga mogu se locirati u tim skloništima. Dakle, ovo solidno-tečno sučelje može uzrokovati koroziju na tijelu.
Cijeli sistem zavarivanja za zavarivanje mora biti proizveden sa važnim krajevima. Zavarene laktove od 90¡ã proizvedene su kako bi se izvršio okomit u kutu u svakom smjeru. Mogu se isporučiti kao kratki i dugi polumjer. Željena fiksacija i ispravno centriranje između komponenti mogu se održavati pomoću istinski izračunatog polumjera.
U današnjim svijetu, cjevovodi su vrlo česti za gotovo svaku aplikaciju koja prevozi bilo koju tekuću ili plinošutu supstancu. Ove tečne ili gasovite tvari prolaze u cijevnom sustavu s različitim pritiscima i temperaturama. Stoga se sustavi cjevovoda pretrpjeli od viška naprezanja koji se proizvode pritiskom i temperaturom.
Plazma luk se koristi za velike cijevi (iznad 28 inča nominalne cijevi) i njegova upotreba je korisna za rezanje grana. Ako je moguće, interni slučaj mora biti smješten u cijevi ili okovi, kako bi se zaštitili od spatnika koji su kreirali plazma lučni rezač. Nakon rezanja i priprema za ivice moraju se održavati.
Kombinirani dijelovi su topline tretirani s ciljem smanjenja indukovanih unutrašnjih naprezanja. Postupak termičke obrade vrši se prema ASME B31.3 standardima. Nakon toga, kalem za cijev moraju biti obojene za zaštitu površina iz bilo kojeg rizika od korozije.
Terbi za zavarivanje utičnice također čine okomit ugao između povezanih linija. Koristili su za aplikacije visokog pritiska. U suprotnosti sa zavarenim tinama zavarenih, tinejdžeri utičnice koriste se u aplikacijama u kojima je polumjer cijevi uglavnom manji. Socket zavarene teberse ne zahtijevaju proces nabora prije zavarivanja. Stoga su ove vrste tipija povoljne u nekim aplikacijama u kojima se grana moraju držati u istom obliku prije i nakon zavarivanja.