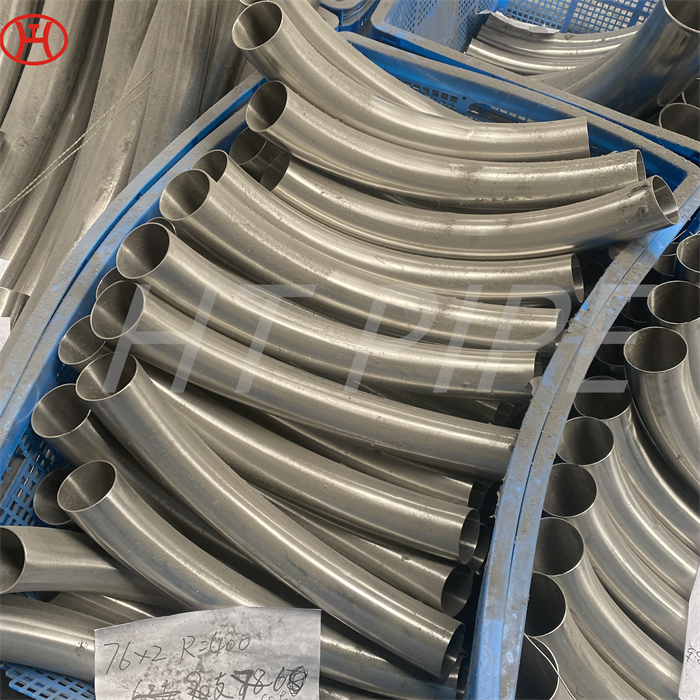
Alloy X pipe bend is equally suitable for use in jet engine tailpipes, afterburner components, turbine blades, nozzle vanes, cabin heaters, and other aircraft parts.
Alloy X pipe bend specimens showed no carburization at all. Of ten materials evaluated in an atmosphere of hydrogen, nitrogen and ammonia at 1100 Deg. F. and 25,00 psi for 64 days, Alloy X had a nitride case less than one-fourth as thick as the closest competitive material without intergranular attack.
HASTELLOY X pipe bend also resists carburization and nitriding, two common conditions which often lead to early failure in high-temperature alloys. After 100 hours in petroleum coke, four other materials were completely penetrated by carburization and whereas.
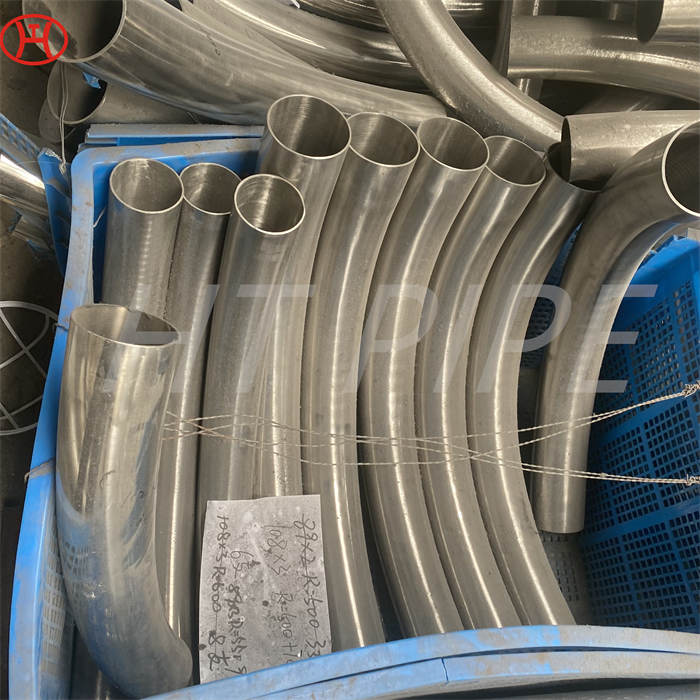
Process piping systems rarely travel in a straight line from process to process.
Pipe bending methods will vary based upon the metals used.
While there are slight variances to different hot pipe bending methods, nearly all are a form of induction bending.
As with most piping considerations, understanding the ideal uses for bent pipe in your design or project is essential to the proper operation of the finished system.
This action draws the pipe or tube forward making the desired bend.
While fitting and sizing bent pipes might seem complex at first, a basic understanding of the measurements used make matching them to your existing system or integrating them into a new design straightforward.
Pipe bending allows systems to minimize pressure changes while still routing materials through complex piping systems.
Pipe or tube is bent using a combination of dies and other various components working in a rotary action.
Each method has unique benefits and will determine the degree of bending possible and the final shape of the pipe.
Rotary draw bending can also utilize mandrels.
Used when large radius bends or curves are required, this method passes a piece of pipe or tube through a series of three rollers in a pyramid configuration to achieve the desired curve.
Modern processing systems are often a complex network of turns, elevation changes, fittings, and more.
Bending a pipe or tube using a stationary die while a counter die bends the material around the stationary die.
As the most pipe bending methods are quite cost-efficient, using bent pipes and tubes will have a minimal impact on the overall design budget when using the ideal length and sizing for your application.
When standard 90-degree elbows won¡¯t work with your system design or space requirements, bent pipes and tubing are an excellent routing option.
As most bent pipes do not alter the ends of the piping, pipe bends are often easy to implement within a processing system using standard welding processes, flanges, or other connection methods.
The sheer variety of pipe bend sizes and materials also make them suitable for routing everything from hot or caustic liquids to maintaining pressure and movement in high viscosity liquids or those with suspended solids, such as Oil Sands slurry lines which contains a high concentration of silica sand.
Cold bending methods often rely on sheer physical force to help bring the pipe to its final shape while hot bending methods use careful heating to reduce the force required.
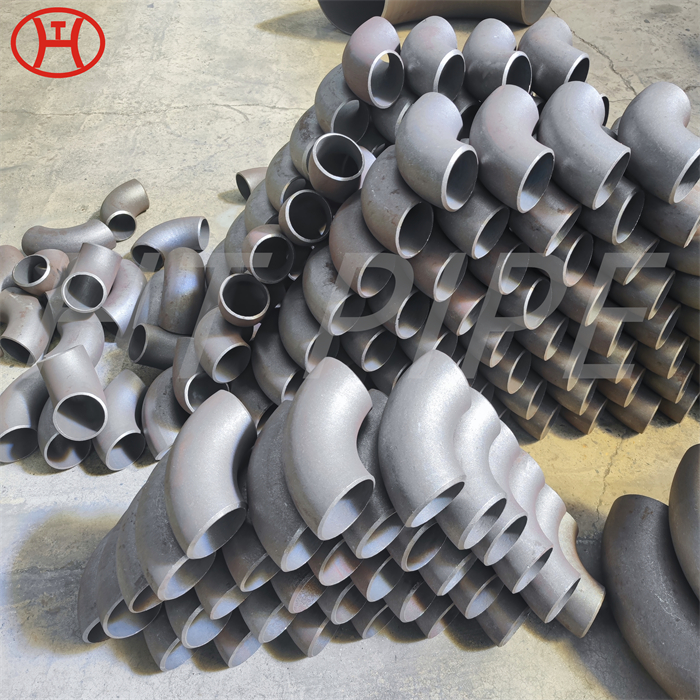
The LTCS A420 WPL6 Weld Fittings are greatly resistant against the sea water and marine environments with 1/8 inches to 48 inches nominal bore sizes.
ASTM A420 covers elbow, tee, reducer, cap, union and etc, which manufactured according to ASME B16.9, ASME B16.11, MSS SP-79 and MSS SP-95, types in seamless and welded structual pipe fittings.
The SA 420 WPL6 Elbow is one of the most used types in many applications because it is needed to change the direction of a pipe line.
The standards are ASME B16.9 and B16.28 and the schedules range from sch5s to XXS.
ASTM A420 WPL6 Pipe Fittings are made up of a carbon steel alloy that is made up of carbon, manganese, phosphorus, sulfur and silicon.
These fittings commonly used in pressure pipelines and pressure vessel/tanks at lower temperature.
ASTM A420 WPL6 Pipe Fittings are one kind of butt welding pipe fittings,they are commonly produced from the steel pipes of ASTM A333 Grade 6.
The material has good strength with 240MPa minimum yield strength and 585MPa minimum tensile strength.
This material should be arranged the charpy V impact test in temperature of -46¡æ, to make sure it can work in a lower temperature service, for example in cold weather, winter or deep-sea water offshore projects.